

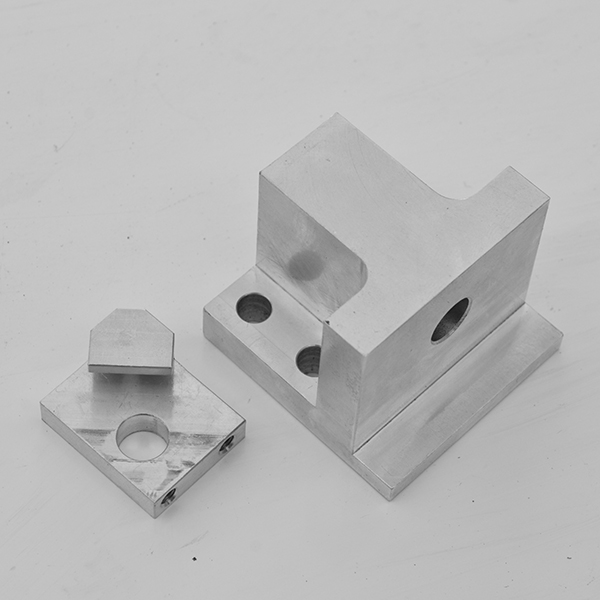




CNC freesimise protsess
Arvjuhtimine (ka arvutite arvjuhtimine, mida tavaliselt nimetatakse CNC-ks) on töötlemistööriistade (nt puurid, treipingid, freesid ja 3D-printerid) automatiseeritud juhtimine arvuti abil.CNC-masin töötleb materjali (metall, plast, puit, keraamika või komposiit) spetsifikatsioonidele vastavaks kodeeritud programmeeritud juhiste järgi ja ilma käsitsi töötlejata, kes töötlemistoimingut otseselt juhiks.
CNC-masin on mootoriga manööverdatav tööriist ja sageli ka mootoriga manööverdatav platvorm, mida mõlemat juhib arvuti vastavalt konkreetsetele sisestusjuhistele.Käsud edastatakse CNC-masinale masina juhtimiskäskude (nt G-kood ja M-kood) järjestikuse programmina ning seejärel täidetakse.Programmi võib kirjutada inimene või palju sagedamini genereerida graafilise arvutipõhise disaini (CAD) tarkvara ja/või arvutipõhise tootmise (CAM) tarkvara.3D-printerite puhul "lõigatakse" prinditav osa, enne kui juhised (või programm) genereeritakse.3D-printerid kasutavad ka G-koodi.
CNC on arvutita töötlemisega võrreldes tohutu edasiminek, mida tuleb juhtida käsitsi (nt kasutades selliseid seadmeid nagu käsirattad või hoovad) või mehaaniliselt juhitud mustrijuhikute (nukkide) abil.Kaasaegsetes CNC-süsteemides on mehaanilise detaili projekteerimine ja selle tootmisprogramm kõrgelt automatiseeritud.Osade mehaanilised mõõtmed määratakse CAD-tarkvara abil ja seejärel tõlgitakse arvutipõhise tootmise (CAM) tarkvara abil tootmisjuhisteks.Saadud direktiivid teisendatakse ("postprotsessori" tarkvara abil) konkreetseteks käskudeks, mis on konkreetse masina jaoks komponendi tootmiseks vajalikud, ja laaditakse seejärel CNC-masinasse.
Kuna iga konkreetne komponent võib nõuda mitmete erinevate tööriistade – puuride, saagide jne – kasutamist, ühendavad tänapäevased masinad sageli mitu tööriista ühte "lahtrisse".Teistes paigaldustes kasutatakse mitmeid erinevaid masinaid koos välise kontrolleriga ja inim- või robotoperaatoritega, kes liigutavad komponenti masinalt masinale.Mõlemal juhul on mis tahes osa tootmiseks vajalikud sammud kõrgelt automatiseeritud ja toodavad osa, mis vastab täpselt algsele CAD-joonisele.
Freesimine on lõikeprotsess, mille käigus eemaldatakse töödeldava detaili pinnalt materjal freesi abil.Frees on pöörlev lõiketööriist, millel on sageli mitu lõikepunkti.Erinevalt puurimisest, kus tööriista liigutatakse piki pöörlemistelge, liigutatakse freesi tavaliselt oma teljega risti, nii et lõikamine toimub lõikuri ümbermõõdul.Kui frees siseneb töödeldavasse detaili, lõikavad tööriista lõikeservad (riistad või hambad) korduvalt materjali sisse ja väljuvad sellest, raseerides iga läbimisega toorikult killud (laastud).Lõikamine on nihkedeformatsioon;materjal lükatakse tooriku küljest lahti pisikeste tükkidena, mis suuremal või vähemal määral (olenevalt materjalist) kokku ripuvad, moodustades laastud.See muudab metalli lõikamise mõnevõrra erinevaks (oma mehaanika poolest) pehmemate materjalide teraga viilutamisest.
Freesimisprotsess eemaldab materjali, tehes palju eraldi väikeseid lõikeid.See saavutatakse, kasutades paljude hammastega lõikurit, keerutades lõikurit suurel kiirusel või liigutades materjali aeglaselt läbi lõikuri;enamasti on see nende kolme lähenemisviisi kombinatsioon.[2]Kasutatavad kiirused ja etteanded on erinevad, et need sobiksid muutujate kombinatsiooniga.Kiirust, millega tükk liigub läbi lõikuri, nimetatakse ettenihkekiiruseks või lihtsalt etteandmiseks;seda mõõdetakse enamasti vahemaana aja kohta (tollides minutis [in/min või ipm] või millimeetrites minutis [mm/min]), kuigi mõnikord kasutatakse ka vahemaad pöörde või lõikehamba kohta.
Jahvatusprotsessidel on kaks peamist klassi:
1. Pindfreesimisel toimub lõikamine peamiselt freesi otstes nurkades.Pindfreesimist kasutatakse lamedate pindade (pindade) lõikamiseks toorikusse või lamedapõhjaliste õõnsuste lõikamiseks.
2. Välisfreesimisel toimub lõikamine peamiselt piki lõikuri ümbermõõtu, nii et freesitud pinna ristlõige võtab vastu lõikuri kuju.Sel juhul võib näha, et lõikuri terad tõmbavad töödeldavast detailist materjali välja.Välisfreesimine sobib hästi sügavate pilude, keermete ja hammasratta hammaste lõikamiseks.
| CNC masin | Kirjeldus |
| Mill | Tõlgib konkreetsetest numbritest ja tähtedest koosnevad programmid spindli (või tooriku) liigutamiseks erinevatesse kohtadesse ja sügavustesse.Paljud kasutavad G-koodi.Funktsioonide hulka kuuluvad: pindfreesimine, õlafreesimine, trepimine, puurimine ja mõned pakuvad isegi treimist.Tänapäeval võib CNC-freesidel olla 3–6 telge.Enamik CNC-freese nõuab tooriku nende peale või sisse asetamist ja need peavad olema vähemalt sama suured kui toorik, kuid toodetakse uusi 3-teljelisi masinaid, mis on palju väiksemad. |
| Treipink | Lõikab töödeldavaid detaile nende pööramise ajal.Teeb kiireid ja täpseid lõikeid, kasutades tavaliselt indekseeritavaid tööriistu ja puure.Tõhus keeruliste programmide jaoks, mis on mõeldud osade valmistamiseks, mida käsitsi treipingil pole võimalik teha.Sarnased juhtimisspetsifikatsioonid CNC-freesidele ja suudavad sageli lugeda G-koodi.Tavaliselt on neil kaks telge (X ja Z), kuid uuematel mudelitel on rohkem telgesid, mis võimaldab töödelda keerukamaid töid. |
| Plasma lõikur | Hõlmab materjali lõikamist plasmapõleti abil.Tavaliselt kasutatakse terase ja muude metallide lõikamiseks, kuid seda saab kasutada mitmesuguste materjalide puhul.Selle protsessi käigus puhutakse gaas (näiteks suruõhk) suurel kiirusel düüsist välja;samal ajal moodustub selle gaasi kaudu düüsist lõikepinnani elektrikaar, mis muudab osa sellest gaasist plasmaks.Plasma on piisavalt kuum, et sulatada lõigatav materjal ja liigub piisavalt kiiresti, et puhuda sulametalli lõikekohast eemale. |
| Elektrilahendusega töötlemine | (EDM), tuntud ka kui sädemetöötlus, sädemehaardumine, põletamine, stantsimine või traadi erosioon, on tootmisprotsess, mille käigus saadakse soovitud kuju elektrilahenduste (sädemete) abil.Materjal eemaldatakse töödeldavast detailist rea kiiresti korduvate voolulahendustega kahe elektroodi vahel, mis on eraldatud dielektrilise vedelikuga ja allutatud elektripingele.Ühte elektroodi nimetatakse tööriistaelektroodiks või lihtsalt "tööriistaks" või "elektroodiks", teist aga tooriku elektroodiks või "toorikuks". |
| Mitme spindliga masin | Masstootmises kasutatava kruvimasina tüüp.Seda peetakse väga tõhusaks, suurendades tootlikkust automatiseerimise kaudu.Saab materjale tõhusalt väikesteks tükkideks lõigata, kasutades samal ajal mitmekesist tööriistakomplekti.Mitme spindliga masinatel on trumlil mitu spindlit, mis pöörleb horisontaal- või vertikaalteljel.Trummel sisaldab puuripead, mis koosneb mitmest kuullaagritele paigaldatud spindlist, mida käitavad hammasrattad.Nende puuripeade jaoks on kahte tüüpi kinnitusi, fikseeritud või reguleeritavad, olenevalt sellest, kas puurvõlli keskpunkti kaugust on vaja muuta. |
| Traadi EDM | See protsess, mida tuntakse ka kui traadi lõikamise EDM, traadi põletamise EDM või liikuvat traati EDM, kasutab sädeerosiooni, et töödelda või eemaldada materjali mis tahes elektrit juhtivast materjalist, kasutades liikuvat traatelektroodi.Traatelektrood koosneb tavaliselt messing- või tsingiga kaetud messingmaterjalist.Traadi EDM võimaldab peaaegu 90-kraadiseid nurki ja avaldab materjalile väga vähe survet.Kuna traat selle protsessi käigus erodeerub, toidab traadi elektromagnetiline töötlusmasin poolilt värsket traati, tükeldades kasutatud traadi ja jättes selle taaskasutamiseks prügikasti. |
| Sinker EDM | Süvend-EDM-iks nimetatakse ka õõnsustüüpi EDM-i või mahu-EDM-i, mis koosneb elektroodist ja toorikust, mis on sukeldatud õlisse või muusse dielektrilisse vedelikku.Elektrood ja toorik on ühendatud sobiva toiteallikaga, mis tekitab kahe osa vahel elektripotentsiaali.Kui elektrood läheneb töödeldavale detailile, tekib plasmakanali moodustavas vedelikus dielektriline purunemine ja väikesed sädemed.Tootmisvormid ja -vormid valmistatakse sageli süvistatava EDM-iga.Mõned materjalid, nagu pehmed ferriitmaterjalid ja epoksiidirikkad magnetilised materjalid, ei ühildu uppuva EDM-iga, kuna need ei ole elektrit juhtivad.[6] |
| Veejoaga lõikur | Tuntud ka kui "veejoa", on tööriist, mida saab lõigata metalliks või muudeks materjalideks (nt graniidiks), kasutades suure kiiruse ja rõhuga veejuga või vee ja abrasiivse aine, näiteks liiva, segu.Seda kasutatakse sageli masinate ja muude seadmete osade valmistamisel või valmistamisel.Veejoa on eelistatud meetod, kui lõigatavad materjalid on tundlikud muude meetodite tekitatud kõrgete temperatuuride suhtes.See on leidnud rakendusi paljudes tööstusharudes alates kaevandamisest kuni kosmosetööstuseni, kus seda kasutatakse näiteks lõikamiseks, vormimiseks, nikerdamiseks ja hõõritsemiseks. |

CNC puurimine
osad

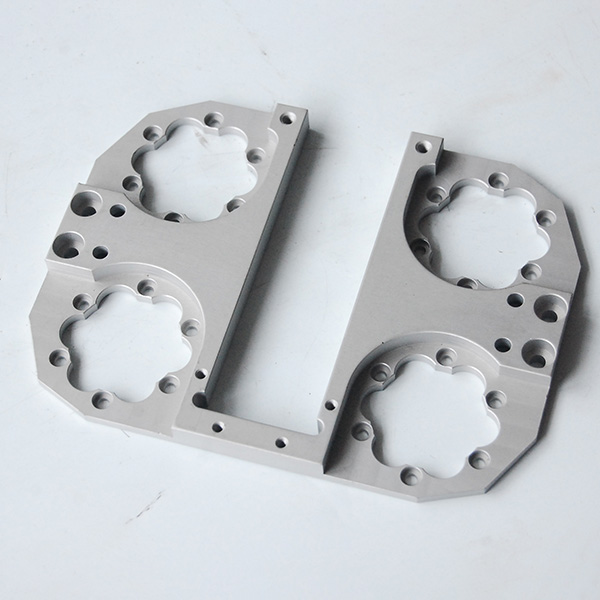
CNC töödeldud
alumiiniumist osad

CNC töötlemine
painutatud osad

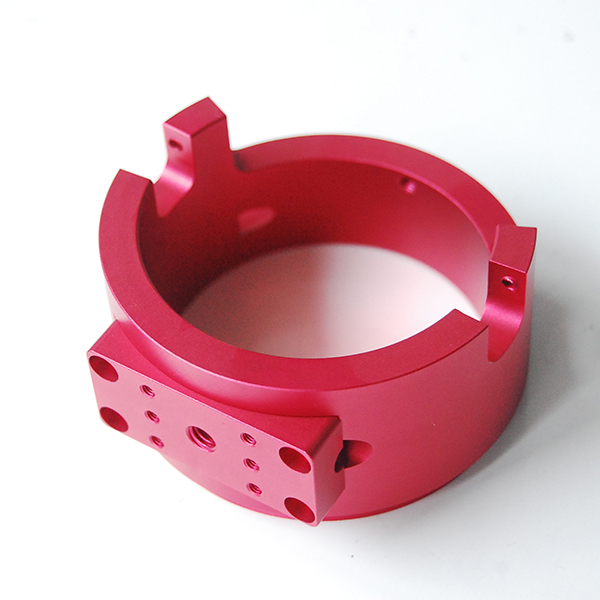
CNC töötlemise osad
anodeerimisega
Kõrge täpsus
cnc osad
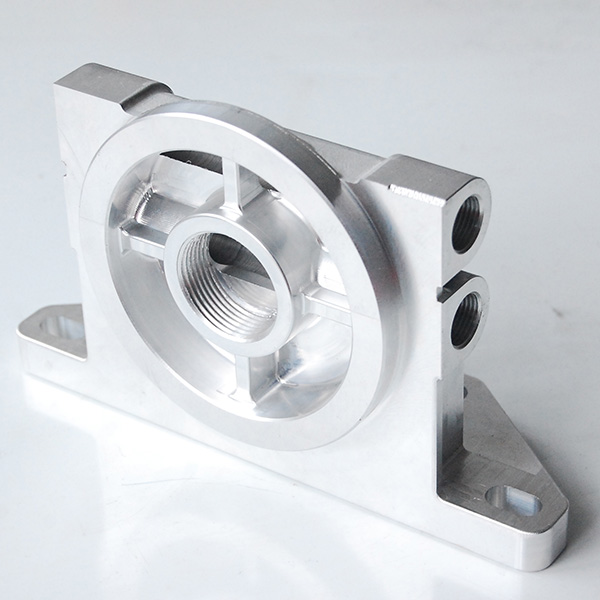
Alumiiniumi täppisvalu
töödeldud ja anodeeritud
Täppisvalatud alumiinium
koos töödeldud

Terasest cnc
osade töötlemine



